H-Type Finned Tubes – High-Frequency Welded (HFW) Finned Tubes for Industrial Radiators
Material
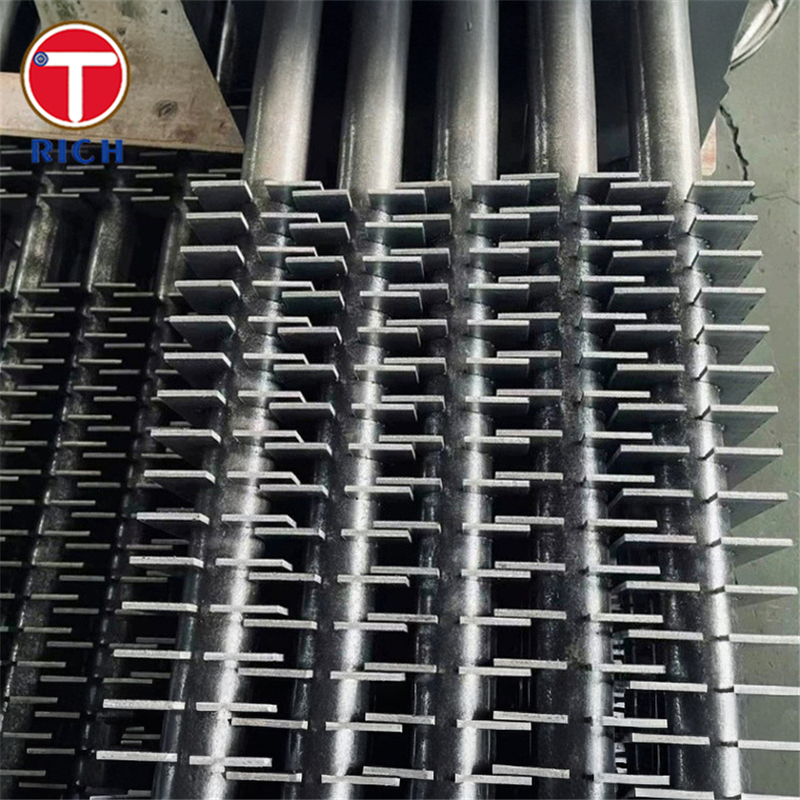
The H-type finned tube described here is a high-efficiency heat-exchanger component. It consists of a base tube (commonly carbon steel, alloy steel or stainless steel) onto which fins are welded by high-frequency resistance welding (HFW). The fins (flat, serrated or H-type geometry) are wound or pressed onto the outer surface of the tube and welded continuously, creating a tight metallurgical bond between fin and tube, thereby enhancing thermal transfer.
These H-type finned tubes are especially suited for industrial radiators, air-coolers, waste-heat recovery systems and boiler economisers, where increased heat-dissipation area, vibration resistance, fouling/ash-handling and robustness are required.
Specifications
-
Base tube outer diameter (OD): typically from ~ 15.9 mm up to ~ 219 mm (varies with supplier)
-
Wall thickness: typically in the range ~ 2 mm to 16 mm for large tubes
-
Fin height (H-type geometry): e.g., 25 mm to 45 mm for H/HH tubes (approx. 0.99″ to 1.78″)
-
Fin thickness: ~ 1.5 mm to ~ 4.0 mm (0.06″ to 0.158″) for H/HH geometry
-
Fin pitch (spacing): e.g., 20 fins per metre to ~ 117 fins per metre (≈1 FPI to 3 FPI)
-
Length: up to ~20,000 mm max (~66 ft) in certain cases for H/HH tubes
-
Fin type: H-type geometry (single H fin), HH (double H), etc for heavy-duty applications
Key Features (Main Characteristics)
-
The high frequency welding process provides a strong metallurgical bond between fin and tube with a minimal heat-affected zone, resulting in low thermal contact resistance and high overall heat-transfer coefficient.
-
The H-type fin geometry is designed for applications subject to dust, ash, fouling or vibration — because the fin arrangement helps self-cleaning, promotes gas-side turbulence and resists fin detachment.
-
Expanded surface area compared to bare tubes: fins increase the external surface available for heat exchange, enabling more compact radiator/heat-exchanger design.
-
Good for applications with high vibration or thermal cyclic loads: tight fin-to-tube weld prevents fin loosening and enhances durability.
-
Suitable for various base tube / fin material combinations (carbon steel, stainless steel, alloy steel) depending on required corrosion, temperature and environment.
Our Advantages
From a factory/production-point of view (your supplier position) you can present the following advantages. These also address what customers typically worry about (fin attachment strength, straightness, tolerance, thermal resistance, inspection, etc):
-
Fin-to-tube weld integrity: Our H-type finned tubes use high-frequency resistance welding with precise control of welding current and pressure, giving a consistent, full-penetration metallurgical bond between fin and tube, minimizing the heat-affected zone and thus preserving base tube mechanical properties. This ensures strong fin attachment and longevity even under vibration or thermal cycling.
-
Control of dimensional straightness and tolerances: We maintain strict control of tube straightness and fin geometry (fin height, fin pitch, fin thickness) via automated fin-winding and welding lines, CNC tooling and laser scanning of finished tubes. This means minimal deviations in fin geometry that could impair assembly or heat‐exchanger fit-up.
-
Low thermal contact resistance: Because the fins are welded continuously (rather than mechanically attached or brazed), thermal contact resistance is very low — improving heat transfer efficiency and enabling more compact heat-exchanger designs.
-
Robust fin geometry for fouling/ash environments: The H-type fin profile we offer is designed for gas‐side applications with dust or ash loading — self‐cleaning fin intersections, enhanced turbulence, and thicker fin metal help resist wear/erosion and fouling build‐up, thus reducing maintenance frequency.
-
Wide material options and adaptability: We can manufacture base tube/fins in carbon steel, alloy steel or stainless steel combinations; fin geometry and spacing are customizable to match your site conditions (gas velocity, fouling load, vibration, temperature).
-
Quality assurance & inspection: Each tube undergoes hydrostatic testing / pneumatic testing, eddy‐current or ultrasonic weld inspection, dimensional check (fin height, pitch, thickness) and laser straightness verification. We supply full traceability (heat numbers, MTCs) and allow third-party inspection if required.
-
Optimised lead‐time & production flexibility: With dedicated medium‐/high-frequency finning lines (e.g., up to 1500 tons/month capacity for H/HH type finning) we can meet large project volumes while maintaining consistent quality.
Chemical Composition
Below is a table illustrating the chemical composition for five relevant base-tube grades that are commonly paired with finning for H-type finned tube usage (these are standard tube grades; note fin material will typically differ and is selected separately).
| Grade |
C (% max) |
Mn (%) |
P (% max) |
S (% max) |
Si (% max) |
Cr (%) |
Mo (%) |
| ASTM A213/ASME SA213 T12 |
0.05-0.15 |
0.30-0.61 |
0.025 |
0.025 |
0.50 max |
0.80-1.25 |
0.44-0.65 |
| ASTM A213/ASME SA213 T11 |
0.05-0.15 |
0.30-0.60 |
0.025 |
0.025 |
0.50 |
1.00-1.50 |
0.44-0.65 |
| ASTM A213/ASME SA213 T22 |
0.05-0.15 |
0.30-0.60 |
0.025 |
0.025 |
0.50 |
1.90-2.60 |
0.87-1.13 |
| ASTM A213/ASME SA213 T9 |
0.15 max |
0.30-0.60 |
0.025 |
0.025 |
0.25-1.00 |
4.00-6.00 |
0.90-1.10 |
| ASTM A213/ASME SA213 T5 |
0.15 max |
0.30-0.60 |
0.025 |
0.025 |
0.50 max |
4.00-6.00 |
0.45-0.65 |
Note: These grades are typical base‐tube alloy steel grades for boiler/heat-exchanger service; when paired with H-type finning, you should confirm fin material and welding compatibility as well.
Mechanical Performance
Below is a table summarising mechanical property minima for the same five grades under standard specification conditions:
| Grade |
Tensile Strength (min) |
Yield Strength (min) |
Elongation (min) |
Hardness (max) |
| T12 |
415 MPa (~60 ksi) |
220 MPa (~32 ksi) |
30 % |
163 HBW (~170 HV) |
| T11 |
≥ 415 MPa |
≥ 220 MPa |
~30 % |
~163 HBW |
| T22 |
~ 415 MPa |
~ 220 MPa |
~30 % |
~163 HBW |
| T9 |
~ 415 MPa |
~ 205 MPa |
~30 % |
~163 HBW |
| T5 |
~ 415 MPa |
~ 220 MPa |
~30 % |
~163 HBW |
The exact values may vary slightly depending on heat treatment and manufacturer, but these are typical minima for alloy tube grades used in finned-tube applications.
Applicable Standards
-
Base tube: e.g., ASTM A213 / ASME SA213 for seamless ferritic and austenitic alloy-steel boiler, superheater, and heat-exchanger tubes.
-
Finned tube manufacturing: the high-frequency welded finned tube literature refers generically to the process; there may be company-specific or customer‐drawn specifications. For H/HH finned tubes, for example, a supplier mentions compliance with EN 12952-4 (Boiler components) and other performance standards.
-
Heat exchanger/waste heat recovery applications may also demand compliance with other codes: e.g., ASME PTC 4.3 for finned-tube evaporators/air‐coolers.
Application Areas
General Field: Industrial heat-exchangers, Radiators, Air-coolers, Waste- heat recovery systems, Boiler economisers, Pre-heaters, Condensers.
Specific Uses in those Fields:
-
In a waste-heat-recovery boiler (e.g., cement plant, biomass incinerator): The H-type finned tube is used in the convective section where flue gases carry dust/ash; the H-type fin geometry provides enhanced turbulence and resistance to fouling/erosion.
-
In an industrial radiator or air-cooler: The H-type finned tube is installed horizontally or vertically; fins increase the external surface area for gas-side convection, enabling a smaller radiator footprint and improved heat dissipation.
-
In a shell-and-tube heat exchanger: The finned tubes may be used to improve gas‐side heat transfer when gas flows over the tubes; H‐type fins facilitate dust/ash removal and maintain performance under high gas velocity.
-
In petrochemical/heavy-duty industrial furnaces: The finned tubes can be used as surface‐enhanced tubes in superheater or economiser sections where gases are hot and fouling or abrasion conditions exist.
-
In power generation: For boiler air‐preheaters or economiser sections where gas‐side cleanliness and tube‐side water/steam conditions demand robust fin attachment and long life.
Q: Are you trading company or manufacturer ?
A: manufacturer,also can do trading.
Q: How long is your delivery time?
A: Generally speaking,it is 10-15 days if the goods are in stock,or it is 30-40 days if the goods are not in stock,
it is according to quantity.
Q: Do you provide samples? is it free or extra ?
A: Yes, we could offer the sample for free charge but need pay the cost of freight.
Q: What is your terms of payment ?
A: Payment<=2000USD, 100% in advance. Payment>=2000USD, 30% T/T in advance ,balance before shippment.
If you have another question, pls feel free to contact with me.

 ข้อความของคุณจะต้องอยู่ระหว่าง 20-3,000 ตัวอักษร!
ข้อความของคุณจะต้องอยู่ระหว่าง 20-3,000 ตัวอักษร!