EN10219-1 EN10219-2 รูปรอยเย็นโครงสร้างกลวงส่วนที่ไม่ใช่โลหะผสมและเหล็กละเอียด
ส่วนที่ 1: เงื่อนไขการจัดส่งทางเทคนิค
ส่วนที่ 2: ความอดทนขนาดและคุณสมบัติส่วน
โครงสร้างกระบวนการผลิตส่วนกลวง:
โครงสร้างส่วนกลวงผลิตโดยการเชื่อมไฟฟ้าหรือการเชื่อมแบบอาร์คที่จมอยู่ใต้น้ำโดยไม่ต้องให้ความร้อน ส่วนกลวงที่ผลิตโดยกระบวนการต่อเนื่องจะต้องไม่เกิดรอยเชื่อมที่ใช้ในการเข้าร่วมความยาวของแถบก่อนที่จะสร้างส่วนกลวงยกเว้นว่าสำหรับรอยเชื่อมแบบเกลียวที่จมอยู่ใต้น้ำแบบเกลียว (helically) ที่เชื่อมด้วยเกลียว ด้วย 9.4.3.0 EN10219-1, EN10291-2
เงื่อนไขการจัดส่ง:
ส่วนกลวงจะถูกส่งขึ้นรูปเย็นโดยไม่ต้องใช้ความร้อนในภายหลังยกเว้นว่ารอยตะเข็บอาจอยู่ในสภาพที่เป็นรอยหรือความร้อน
หมายเหตุ: สำหรับชิ้นส่วนกลวงที่มีเส้นผ่านศูนย์กลางเกิน 508 มม. ภายนอกอาจจำเป็นต้องทำการปรับแต่งแบบอบอุ่นซึ่งไม่ส่งผลกระทบต่อคุณสมบัติเชิงกลเพื่อตอบสนองความต้องการการทนต่อการออกรอบ
ความเหมาะสมสำหรับชุบสังกะสีแบบจุ่มร้อน:
ผลิตภัณฑ์นี้เหมาะสำหรับการชุบสังกะสีแบบจุ่มร้อน
ตารางที่ 1 ความคลาดเคลื่อน
สัญลักษณ์ | หน่วย | คำนิยาม |
B | มิลลิเมตร | ความยาวที่กำหนดของด้านของส่วนกลวงสแควร์ความยาวปกติของด้านสั้นของส่วนกลวงสี่เหลี่ยม |
C1 / C2 | มิลลิเมตร | ความยาวของพื้นที่มุมของส่วนกลวงสี่เหลี่ยมหรือสี่เหลี่ยม |
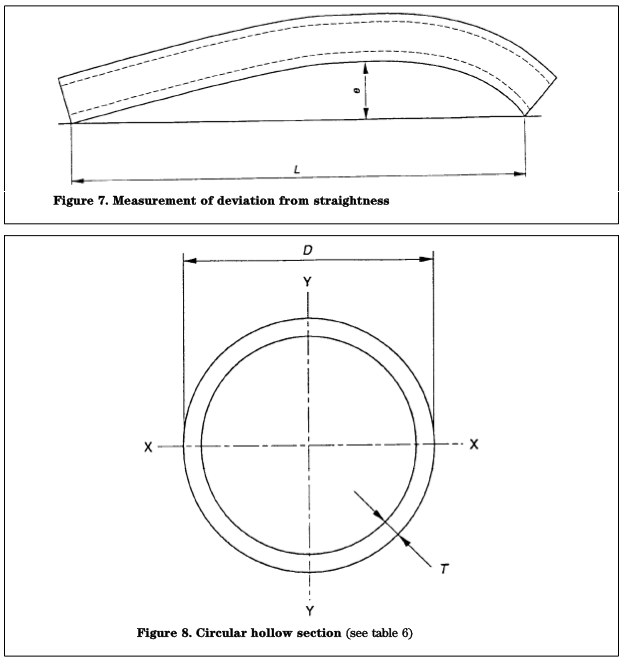
Dmax / DMIN | มิลลิเมตร | เส้นผ่านศูนย์กลางภายนอกสูงสุดและต่ำสุดของส่วนกลวงกลมที่วัดในระนาบเดียวกัน |
H | มิลลิเมตร | ความยาวที่กำหนดของด้านที่ยาวขึ้นของส่วนกลวงสี่เหลี่ยม |
M | กิโลกรัม / เมตร | มวลต่อหน่วยความยาว |
T | มิลลิเมตร | ความหนาที่กำหนด |
O | % | out-of-กลม |
T | มิลลิเมตร | ความหนาที่กำหนด |
V | มิลลิเมตร | บิดที่วัดได้ทั้งหมด |
ตารางที่ 2 ความคลาดเคลื่อน
ลักษณะเฉพาะ | ส่วนกลวงกลม | ส่วนกลวงสี่เหลี่ยมและสี่เหลี่ยม |
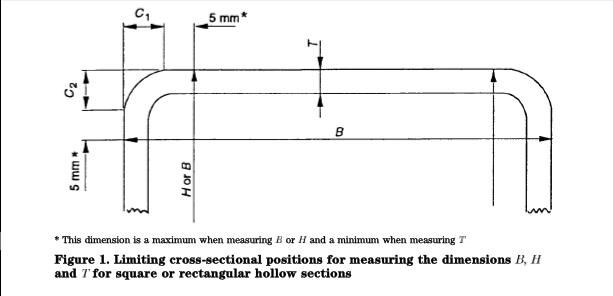
ขนาดภายนอก (D, B และ H) | ± 1% ด้วยค่าต่ำสุด± 0.5 มม. และสูงสุด± 10 มม | ความยาวด้านข้าง (mm) | ความอดทน |
H, B <100 100≤H, B≤200 H, B> 200 | ± 1% อย่างน้อย ± 0.5 มม ± 0.8% ± 0.6% |
ความหนา (T) | สำหรับD≤406.4mm: T≤5mm± 10% T> 5 มม. ± 0.50 มม สำหรับ D> 406.4mm: ± 10%, สูงสุด 2 มม | T≤5mm± 10% T> 5 มม. ± 0.50 มม |
out-of-กลม (O) | 2% สำหรับส่วนกลวงที่มีอัตราส่วนเส้นผ่าศูนย์กลางต่อความหนาไม่เกิน100① | - |
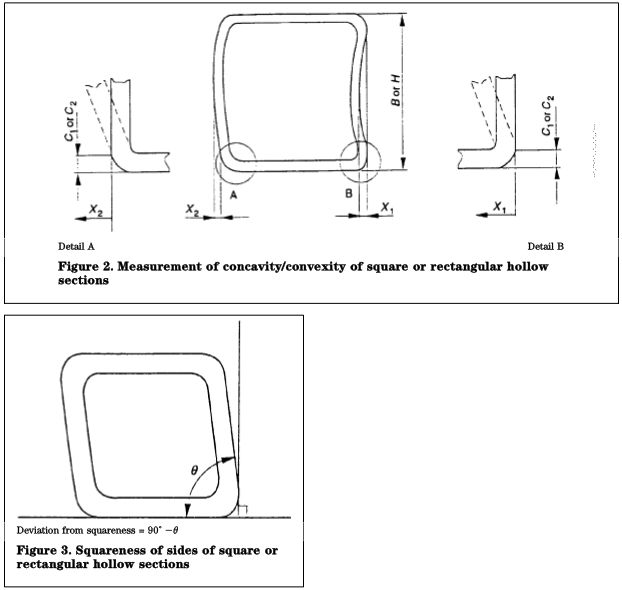
เว้า / convexity② | - | แม็กซ์ 0.8% ขั้นต่ำ 0.5 มม |
ฉากของด้านข้าง | - | 90 °± 1 ° |
โปรไฟล์มุมภายนอก | - | ดูตารางที่ 3 |
Twist (V) | - | 2 มม. บวกความยาว 0.5 มม. / ม |
ตรง | 0.20% ของความยาวทั้งหมด | 0.15% ของความยาวทั้งหมด |
มวล (M) | ± 6% สำหรับความยาวของแต่ละบุคคล |
here อัตราส่วนความหนาต่อความหนาเกินกว่า 100 ยอมรับความคลาดเคลื่อนนอกขอบเขต
toler ความอดทนต่อความนูนและความเว้าเป็นอิสระจากความอดทนต่อมิติภายนอก
ตารางที่ 3 โปรไฟล์มุมภายนอก
ความหนา T มิลลิเมตร | โปรไฟล์มุมภายนอก C1, C2 หรือ R1 มิลลิเมตร |
T≤6 6 <T≤10 10 <T | 1.6T ถึง 2.4T 2.0T ถึง 3.0T 2.4T ถึง 3.6T |
ด้านข้างไม่จำเป็นต้องสัมผัสกับส่วนโค้งของมุม
ตาราง 4 ความคลาดเคลื่อนที่ความยาว ①
ประเภทของความยาว | ช่วงเป็นมิลลิเมตร | ความอดทน |
ความยาวสุ่ม | 4,000 ถึง 16000 โดยมีช่วง 2,000 ต่อรายการคำสั่ง | 10% ของส่วนที่ระบุอาจต่ำกว่าค่าต่ำสุดสำหรับช่วงที่สั่งซื้อ แต่ไม่น้อยกว่า 75% ของค่าต่ำสุดของช่วง |
ความยาวโดยประมาณ | ≥4000 | + 50mm 0 |
ความยาวที่แน่นอน | <6000 ≥6000ถึง≤10000 > 10000 | + 5mm 0 + 15mm 0 ﹢ 5 มม. + 1 มม. / ม 0 |
purch ผู้ซื้อจะต้องระบุในการสอบถามและสั่งซื้อประเภทความยาวที่ต้องการและช่วงความยาวหรือความยาวที่ต้องการ
ตาราง 5 ความคลาดเคลื่อนเกี่ยวกับความสูงของเม็ดเชื่อมภายในและภายนอกสำหรับส่วนเชื่อมกลวงที่จมอยู่ใต้น้ำ
ความหนา (T) | ความสูงของลูกปัดเชื่อมสูงสุด (มม.) |
≤14.2 > 14.2 | 3.5 4.8 |
รูปแบบผลิตภัณฑ์:
CFCHS = ส่วนกลวงกลมเย็นที่เกิดขึ้น
CFRHS = ส่วนกลวงขึ้นรูปเย็นหรือสี่เหลี่ยมกลวง
Charecteristics:
- ความคลาดเคลื่อนของขนาดและรูปร่าง
- การยืดตัว
- แรงดึง
- ความแข็งแรงของผลผลิต
- แรงกระแทก
- ความเชื่อมได้ (องค์ประกอบทางเคมี)


กฎเกณฑ์อ้างอิง:
EN287-1, การทดสอบคุณสมบัติของช่างเชื่อม - การเชื่อมฟิวชั่น - ตอนที่ 1: เหล็ก
EN10020-1, วัสดุโลหะ - การทดสอบแรงดึง - ส่วนที่ 1: วิธีการทดสอบที่อุณหภูมิแวดล้อม
EN10020: 2000, ความหมายและการจำแนกประเภทของเกรดเหล็ก
EN10021: 1983, ข้อกำหนดการส่งมอบทางเทคนิคทั่วไปสำหรับผลิตภัณฑ์เหล็กและเหล็กกล้า
EN10027-1, ระบบการกำหนดสำหรับเหล็ก - ส่วนที่ 1: ชื่อเหล็ก
EN10027-2 ระบบการกำหนดสำหรับเหล็ก - ส่วนที่ 2: ระบบตัวเลข
EN10045-1, วัสดุโลหะ - การทดสอบแรงกระแทกแบบ Charpy - ส่วนที่ 1: วิธีทดสอบ
EN10052: 1993, คำศัพท์ของข้อกำหนดการรักษาความร้อนสำหรับผลิตภัณฑ์เหล็ก
EN10168, ผลิตภัณฑ์เหล็ก - เอกสารการตรวจสอบ - รายการข้อมูลและรายละเอียด
EN10204, ผลิตภัณฑ์โลหะ - ประเภทการตรวจสอบและคำอธิบาย
EN10219-2: ปี 2549 ชิ้นส่วนกลวงขึ้นรูปเย็นรอยที่ไม่ใช่โลหะผสมและเหล็กกล้าธัญพืชละเอียด - ส่วนที่ 2: ความคลาดเคลื่อนขนาดและคุณสมบัติทางภาคตัดขวาง
EN10246-3, การทดสอบแบบไม่ทำลายของท่อเหล็ก - ส่วนที่ 3: การทดสอบกระแสไฟฟ้าวนอัตโนมัติของท่อเหล็กไร้ตะเข็บและรอยเชื่อม (ยกเว้นรอยเชื่อมแบบจมอยู่ใต้น้ำ) สำหรับการตรวจจับความไม่สมบูรณ์
EN10246-5, การทดสอบแบบไม่ทำลายของท่อเหล็ก - ส่วนที่ 5: การทดสอบตัวแปลงสัญญาณแม่เหล็กแบบต่อพ่วงโดยอัตโนมัติ / การทดสอบการรั่วไหลของฟลักซ์ของท่อเหล็กเฟอร์รัสแบบไม่มีรอยต่อและรอย
EN10246-8, การทดสอบแบบไม่ทำลายของท่อเหล็ก - ส่วนที่ 8: การทดสอบอัลตราโซนิกอัตโนมัติของรอยเชื่อมของท่อเหล็กเชื่อมไฟฟ้าสำหรับการตรวจสอบความไม่สมบูรณ์ตามยาว
EN10246-9, การทดสอบแบบไม่ทำลายของท่อเหล็ก - ส่วนที่ 9: การทดสอบอัลตราโซนิกอัตโนมัติของรอยเชื่อมของท่อเหล็กเชื่อมอาร์คแบบจุ่มลงใต้น้ำเพื่อตรวจจับความไม่สมบูรณ์ตามยาวและ / หรือตามขวาง
EN10246-10, การทดสอบแบบไม่ทำลายของท่อเหล็ก - ส่วนที่ 10: การทดสอบด้วยรังสีของรอยเชื่อมของท่อเหล็กเชื่อมแบบอัตโนมัติแบบฟิวชั่นสำหรับการตรวจจับความไม่สมบูรณ์
EN1056, การทดสอบแบบไม่ทำลายของท่อเหล็ก - คุณสมบัติและความสามารถของเจ้าหน้าที่ทดสอบระดับ 1 และ 2 แบบไม่ทำลาย
CR 10261, ข้อมูล ECISS หนังสือเวียน 11 - เหล็กและเหล็กกล้า - ทบทวนวิธีการวิเคราะห์ทางเคมีที่มีอยู่
EN10266: 2003, ท่อเหล็ก, ข้อต่อและส่วนกลวงโครงสร้างเหล็ก - สัญลักษณ์และคำจำกัดความของคำที่ใช้ในมาตรฐานผลิตภัณฑ์
EN ISO 377, ผลิตภัณฑ์เหล็กและเหล็กกล้า - ตำแหน่งและการจัดเตรียมชิ้นส่วนที่ไร้รอยต่อและชิ้นทดสอบสำหรับการทดสอบทางกล (ISO 377: 1997)
EN ISO 643, เหล็กกล้า - การกำหนดขนาดไมโครเกรนกราฟิกที่ชัดเจน (ISO 643: 2003)
EN ISO 2566-1, Steels - การเปลี่ยนวาล์วยืด - ตอนที่ 1: เหล็กกล้าคาร์บอนและโลหะผสมต่ำ (ISO 2566-1: 1984)
EN ISO 9001: 2000, ระบบการจัดการคุณภาพ - ความต้องการ (ISO9001: 2000)
EN ISO 14284, เหล็กและเหล็ก - การสุ่มตัวอย่างและการเตรียมตัวอย่างสำหรับการวิเคราะห์องค์ประกอบทางเคมี (ISO 14284: 1996)
EN ISO 15607 ข้อมูลจำเพาะและคุณสมบัติของกระบวนการเชื่อมสำหรับวัสดุโลหะ - กฎทั่วไป (ISO15607: 2003)
EN ISO 15609-1 ข้อมูลจำเพาะและคุณสมบัติของกระบวนการเชื่อมสำหรับวัสดุโลหะ - ข้อกำหนดขั้นตอนการเชื่อม - ส่วนที่ 1: การเชื่อมอาร์ค (ISO 15609-1: 2004)
EN ISO 15614-1 ข้อมูลจำเพาะและคุณสมบัติของกระบวนการเชื่อมสำหรับวัสดุโลหะ - การทดสอบขั้นตอนการเชื่อม - ส่วนที่ 1: การเชื่อมอาร์คและก๊าซของเหล็กและการเชื่อมอาร์กของนิกเกิลและโลหะผสมนิกเกิล (ISO 15614-1: 2004)
 ข้อความของคุณจะต้องอยู่ระหว่าง 20-3,000 ตัวอักษร!
ข้อความของคุณจะต้องอยู่ระหว่าง 20-3,000 ตัวอักษร!